.png)
.png)
.png)
При обработке плоских картонных изделий, складных картонных и гофрокартонных коробок под «приладкой» понимаются подготовительные работы на высечном прессе до начала выполнения заказа, подготовка штампа к высечке (а также биговке, перфорированию, прямому и обратному конгреву).
Давайте сперва обсудим важные моменты.
Настройка и приладка штампа перед выполнением высечки отнимает время, т. е. деньги. Соответственно, главная задача — сократить время настройки высечного пресса до минимума. Есть два подхода к приладке, в зависимости от предстоящего тиража — короткого либо длинного. Доля коротких тиражей неуклонно растёт: клиентам удобнее заказывать меньшие объёмы высечки, но чаще.
Тенденция заставляет переосмыслить традиционные методы. Как правило, в тигельном высечном прессе нижняя контрплита изготовлена из закалённой стали, в которую слегка входят или только касаются режущие кромки штампов. В гл. 16 «Рабочие поверхности» (Publish № 1/2) мы уже говорили о том, что твёрдость такой поверхности должна быть выше, чем у обрабатываемого материала.
Несколько лет назад Bobst предоставила сменные плиты толщиной 1 мм, предлагающие сразу два преимущества. Во-первых, компания сократила стоимость на 50–60 долл. за каждую такую плиту, что в зависимости от типа высечного оборудования обеспечило экономию в 1000–2000 долл. Во-вторых, по окончании работы над заказом сменную плиту вместе с приправочным листом и высечным штампом можно было сохранить на случай повторного тиража на том же прессе. При последующих заказах время приладки существенно сокращалось — материалы повторно пускались в работу.
Режущие кромки высечного штампа незначительно входили в мягкую 1-мм плиту (Hrc 18/HV190), компенсируя незначительные отклонения по высоте высечного штампа, что дополнительно сокращало время на приладку. Здесь возникало несколько потенциальных проблем. Высота биговальной линейки влияла на давление бига на обрабатываемом материале, поэтому сейчас популярен альтернативный вариант — рабочие плиты средней жёсткости или полужёсткие (HRc 35-39/HV350-390). Не исключены сложности с точной приводкой высечных штампов по сюжету на рабочей плите.
При высечке состоящего из древесных волокон толстого либо тонкого картона (гофрокартона) режущая кромка штампа ни в коем случае не должна полностью просекать материал. От прилагаемого к поверхности усилия волокна разрываются сами, как только высечной штамп проходит около 90% толщины материала.
Приладка требует тщательности и твёрдых навыков, особенно сейчас, когда необходимо сократить время настройки и простоя высечных прессов, — каждая сэкономленная минута падает в копилку наших прибылей. Давление при высечке зависит и от размера высекаемых элементов. Для круглых деталей и узких прорезей, когда обрабатываемый материал зажат между двумя ножами, давление выше, чем при прорезании единственной прямой линии на листе картона. Давление высечки в прессе надо тщательно регулировать, чтобы все заготовки высекались равномерно, а штамп не касался рабочей поверхности. Усилие высечки зависит от расположения биговальной линейки, выталкивающего резинового элемента и других компонентов (для перфорации, конгрева и пр.).
Эффективная приладка начинается с двух шагов:
1. Калибровка тигельного пресса — приладка рабочей зоны
У каждого высечного пресса уникальные характеристики нижней рабочей плиты. У нового высечного оборудования контрплита должна быть плоской и обеспечивать равномерное усилие высечки по всей рабочей площади. По мере эксплуатации машины контрплита изнашивается, становится неровной, в характерных для высечки зонах появляются углубления. Деформированная область на нижней рабочей плите приводит к неравномерному распределению усилия высечки по режущей кромке штампа и разнице в давлении. Сбалансированные режущие кромки высечного штампа способны выровнять усилие высечки по площади контрплиты.
Если вся зона или область высечки нуждается в повышении давления, прилаживаем рабочую зону. Для этого отрезается небольшой кусок приправочного материала (~0,05 мм), соответствующий по форме проблемным зонам, и приклеивается на обратную сторону приправочного листа. Почему на обратную? Чтобы для удобства приладки оставался видимым профиль высечки.
Если зона приладки изменилась — появились ошибки там, где высечка была качественной, — смените материал на более тонкий (0,03 мм). Если в области всё ещё остаются зоны, требующие дополнительного усилия высечки, добавьте ещё один, меньший по площади фрагмент более тонкого материала.
Чтобы закончить приладку и выйти на точные, стабильные результаты высечки, понадобятся полосы приправочной ленты, повышающие давление на отдельно взятой линейке (локальная приправка). Лента должна быть откалиброванной и совпадать по характеристикам с приправочным листом (компрессионные характеристики, стойкость к условиям окружающей среды и пр.). Клейкая лента типа скотч не годится!
Придерживаясь этих простых рекомендаций, операторы высечных прессов будут поддерживать самый высокий уровень продукции — претензии поставщика к качеству их вряд ли коснутся.
Подробную информацию по калибровке высечных прессов можно получить, заказав технические материалы (S-201 Tech Notes — Platen Press Calibrations) на www.iadd.org/publications.
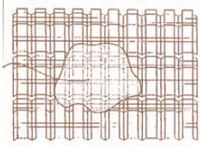
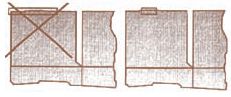
Операторам высечного пресса, работавшим с неровной контрплитой, знакома ситуация, когда часть изделия не высекается из-за углублений в рабочей поверхности (см. рис. ниже).
Определить «область давления» можно с помощью специально изготовленного тестового штампа, который вместе со штанцформами закрепляется по одной из рекомендованных схем — радиальной либо поперечной.

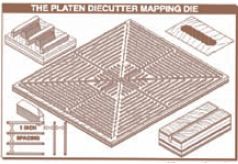
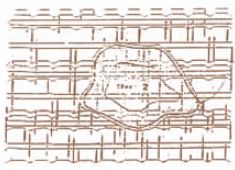
С помощью тестового штампа и копирки на закреплённый на рабочей плите лист бумаги наносится оттиск, на котором видна зона (или несколько зон) меньшего по сравнению с остальными участками давления, объясняющаяся износом контрплиты. Отмеченные области необходимо восстановить, чтобы давление по всей линейке тестового штампа стало одинаковым, обеспечивалась равномерность высечки для всех штанцформ.
После выравнивания «проблемной зоны» описанным способом высечной пресс готов к установке штампа.
2. Приправка
Она обеспечивает высокое качество высечки по всей площади листа, но эффект целиком зависит от выбранных материалов. Задача приправочного листа и приправочной ленты — повысить усилие высечки в определённых зонах. Для этого не подойдут материалы с высокой степенью компрессии или меняющие свои характеристики под воздействием характерных технологических факторов. Если высечка «даст сбой» из-за неверного подбора приправочных материалов, это обязательно отрицательно скажется и на производительности, и на качестве продукции.
Для приладочного листа выбирается материал без компрессии, стойкий к влажности, со стабильными размерами и однородной толщиной. Его рекомендуют дополнять специальными откалиброванными приправочными лентами толщиной 0,1 или 0,2 мм и допусками, не превышающими ±0,01 мм. По площади приладочный лист должен быть не меньше, чем основания штампа (die board), чтобы гарантировать равномерное распределение давления. В идеале, профиль высечки наносится на лист с помощью САПР-программы. Так оператору проще определять места нанесения приправочной ленты, необходимые для оптимального распределения давления.
Если с САПР-системами вы не работаете, профиль высечки можно перенести на лист с помощью копировальной бумаги и системы предварительной настройки, например, Bobst Easypress. Ещё вариант (правда, длительный) — непосредственно высечной пресс.
При закреплении на штампе новой штанцформы должен создаваться новый приправочный лист, поскольку по параметрам высечки новая штанцформа обязательно будет отличаться от старой. Заказ на высечке необходимо выполнять только на одном прессе. Причина проста: на разных машинах штанцформы изнашиваются по-разному, даже при идентичных моделях оборудования. После монтажа штампа на одной машине с последующей приладкой (приладочный лист + приправка) крайне нежелательно устанавливать его на другое оборудование, даже при условии повторения процедуры приладки. Так поступают многие, но это прямая дорога к проблемам.
Приправка штампа требует времени и усилий. Иногда процедура выравнивания всех режущих кромок штампа растягивается на несколько часов. Ускорить процесс в большинстве случаев поможет автономная подготовка штампа с помощью решения Bobst Easypress — все работы по приправке выполняются вне высечного пресса. За счёт этого сокращаются простои оборудования, высечной пресс выводится на оптимальную загрузку. Очевидно, что применение пресса в качестве приладочного/приправочного стола — не лучший вариант с учётом вложенных средств.
На работу и срок эксплуатации высечного пресса влияет множество факторов, которые сказываются на процессе высечки и готовой продукции:
-
состояние фанеры (деформация, изгибы);
-
вертикальность лазерного реза;
-
стабильность плоского высечного штампа по высоте;
-
твёрдость и геометрия режущей кромки.
Необходимое для обработки материала усилие высечки пресса наращивается до момента просекания материала на 70–80%. Это общие цифры, главное — опыт и навыки оператора пресса, его оценка высекаемого материала, состояния машины и штампа.
Зачем штампу приправка?
На эффективность и продуктивность высечного пресса влияют следующие факторы:
-
Допуски оборудования
-
Автоматический тигельный пресс насчитывает множество компонентов, допуски которых влияют на качество и скорость высечки. Постоянные нагрузки в одной точке (например, в зафиксированной кромке) приводят к медленной деформации контрплиты; растёт величина нуждающихся в компенсации допусков.
-
-
Плоские высечные штампы
-
Допуски по высоте плоского высечного штампа, как правило, ±20 мкм. Чтобы снизить отклонения по высоте, производители берут материалы для штанцформ из одной коробки или, как минимум, из одной партии.
-
Усадка кромки: при сгибе стальной полосы по радиусу или под определённым углом высота режущей кромки может несколько сократиться. Неравномерная высота штампа по площади требует компенсации.
-
Постоянные возвратно-поступательные движения в процессе высечки приводят к износу и разрушению режущей кромки. Результатом может стать разница в высоте высечного и биговального инструмента, влияющая на глубину бига.
-
-
Оператор высечного пресса
-
Ошибки в работе с высечным штампом — в машине или вне её.
-
При избыточном усилии высечки в начале процесса режущая кромка затупится.
-
Некачественные рабочие условия: механические повреждения, грязь, деревянные щепки и пр. между высечным штампом и рабочей плитой.
-
-
Проблемы на уровне цеха
-
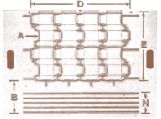
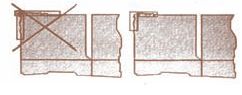
Высечной штамп заказан без регулирующих/балансирующих линеек (см. рис. ниже). Прямые регулирующие линейки выравнивают давление на передней и задней кромках высечного штампа, делая давление равномерным по всей обрабатываемой площади.
-
-
-
Для штампа подобран неподходящий или некачественный приправочный материал (например, скотч или бумажная лента).
-
Высечной штамп используется сразу на нескольких машинах. Помните, что его поведение отличается в разных высечных прессах, в зависимости от износа контрплиты.
-
Некачественная бумага для приладки: для настройки пресса рекомендована 3-слойная калиброванная бумага.
-
Приправочные листы для приладки можно заказать у поставщика штанцформ, изготовителя штампов или распечатать на плоттере. Есть и высококачественные приправочные ленты. Однако чаще всего приладочные листы по-прежнему получают на высечном прессе при помощи копировальной бумаги. Требования к приправочным материалам:
-
стойкость к давлению и стабильность;
-
влагостойкость;
-
термостойкость;
-
разные варианты по толщине и ширине;
-
отличные адгезионные характеристики.
-
Изготовитель штампа
-
Использование в производстве штампа некачественных компонентов (деформированные куски фанеры, штанцформы).
-
Низкий уровень технологии производства. Не все изготовители штампов обладают достаточными навыками и опытом для изготовления продукции, которая оптимизирует продуктивность высечного пресса и сведёт к минимуму простои.
-
В одном штампе скомбинированы штанцформы разного типа.
-
Приладка нового штампа
-
-
Установите штамп в высечной пресс.
-
Запустите оборудование, через несколько циклов постепенно увеличивайте усилие высечки до момента, когда прорезанными окажутся 70% контуров.
-
С помощью ленты приправьте на штампе проблемные участки в точках, где материал не просекался.
-
Особое внимание уделите «области давления» и участкам возле фиксируемой кромки штампа.
-
Постепенно приправляйте эти участки, пока не добьётесь 100% высечки для всех режущих кромок.
-
Фрагменты приправочного материала не должны накладываться друг на друга.
-
Избегайте лишней приправочной ленты.
-
Проверьте биговальную матрицу и фенольные контрплиты (phenolic counters).
-
Обеспечьте необходимое дополнительное давление, увеличив усилие высечки пресса.
-
Правила приправки

-
-
Как показано выше, каждый фрагмент бумажного приправочного материала создаёт «зону давления», которая по площади превышает ширину бумаги.
-
Никогда не наносите приправочный материал на всю непросекаемую зону — фрагмент должен быть несколько короче, как на рисунке ниже.
-
-
-
Не допускайте наложения лент: это повлияет на соседние высечные и биговальные линейки, приведёт к растрескиванию на сгибах.
-
-
-
Приправочную ленту располагайте подальше от биговальной линейки. В противном случае возрастёт давление бига, что чревато растрескиванием сфальцованного сгиба коробки.
-
Важно
-
-
Изготовленный приладочный лист повторно используют только на том же высечном прессе.
-
При перестановке высечного штампа в другую машину необходимо заново изготовить приладочный лист.
-
Заменяйте пострадавшие от влаги и порванные приладочные листы.
-
Зафиксируйте выбранное для тиража усилие высечки — на случай повторных тиражей.
-
После тиража приправочный лист храните вместе с высечным штампом.
-
И последнее. Для эффективной настройки и работы высечного пресса необходимо глубокое понимание всех составляющих качественной и эффективной высечки. Те, кто в этом деле уже многие годы, уже успели изучить все тонкости ремесла, но при появлении новых материалов всё равно не исключены проблемы с поиском эффективных подходов к его обработке.
Когда с должности уходит опытный сотрудник, важно, чтобы все эти тонкости освоил и новый оператор. К сожалению, сплошь и рядом мы видим, что к оборудованию приставляют неопытных новичков, которые не обладают ни знаниями, ни умениями для качественной его настройки. И тогда велика вероятность, что процесс будет неэффективным, а его результаты — далёкими от идеала. В сложившихся условиях жёсткой конкуренции важно, чтобы операторы знали, как повысить производительность высечных прессов и настроить оборудование при минимальном времени простоя. p
Мир высечки
Роберт Ларсон
 «Мир высечки» (The World of DieCutting) — первая в мире книга, призванная дать полное представление о технологиях высечки. Автор постарался проследить все эволюционные вехи технологий с подвижным и неподвижным ножом, а также ротационной высечки. Объединяя вехи… Немногие знают, насколько важное место высечка занимает в производстве многих товаров повседневного спроса. Высечные технологии задействуются практически в каждом городе планеты.
«Мир высечки» (The World of DieCutting) — первая в мире книга, призванная дать полное представление о технологиях высечки. Автор постарался проследить все эволюционные вехи технологий с подвижным и неподвижным ножом, а также ротационной высечки. Объединяя вехи… Немногие знают, насколько важное место высечка занимает в производстве многих товаров повседневного спроса. Высечные технологии задействуются практически в каждом городе планеты.
Во многих случаях этот процесс пребывает за кадром, оставаясь частью конвертингового товарного производства. Высечка — это обувь, упаковка в супермаркетах и магазинах, картонная и гофрокартонная тара, сальники автомобильного двигателя, приборная панель автомобиля, этикетки на винных бутылках, бельё и бюстгальтеры, пазлы, изделия из кожи, детали одежды, игрушки и настольные игры, гофрокартонные элементы рекламных стоек с продукцией, гибкие печатные схемы, рыбные бургеры и тысячи других изделий.
24 главы книги — это 560 страниц бесценной информации. Рассчитана она на две аудитории: имеющих представление о высечке и желающих узнать о ней больше; ничего о ней не знающих и готовых спросить «А что это такое?».
Чтобы подогреть интерес к миру высечки, мы публикуем перевод главы 18. Если, прочитав её, решите узнать об этой увлекательной технологии больше, добро пожаловать на сайт www.worldofdiecutting.com, где книгу можно заказать через интернет. В 2011 г. Publish планирует выпустить перевод. Заказы на русское издание книги — publish@publish.ru с темой «Книга о высечке».
* Гл. 18 из книги Роберта Ларсона «Мир высечки» (The World of DieCutting). Публикуется с разрешения и при содействии автора. Заказы на русское издание (планируется на 2011 г.) — publish@publish.ru с темой «Книга о высечке».

/13269379/i_380.jpg)
/13269380/i_380.jpg)
/13269378/i_380.jpg)
/13269353/i_380.jpg)
/13269331/i_380.jpg)

/13269462/i_380.jpg)
/13269431/i_380.jpg)
/13269450/i_380.jpg)
/13269336/i_380.jpg)